QIDI X-MAX 3が"Heater extruder not heating at expected rate"で停止する
Klipper ベースの3Dプリンター QIDI X-MAX 3 が印刷途中に以下のエラーで停止するようになりました。
Heater extruder not heating at expected rate See the 'verify_heater' section in docs/Config_Reference.md for the parameters that control this check. Once the underlying issue is corrected, use the "FIRMWARE_RESTART" command to reset the firmware, reload the config, and restart the host software. Printer is shutdown
修理にいたる流れと、一緒に交換することになったバイメタルノズル使用のV2.5ホットエンドについても記します。
もくじ
あらまし
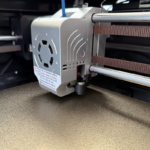
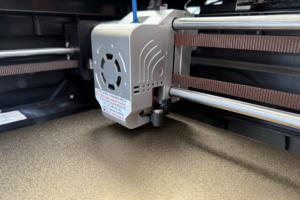
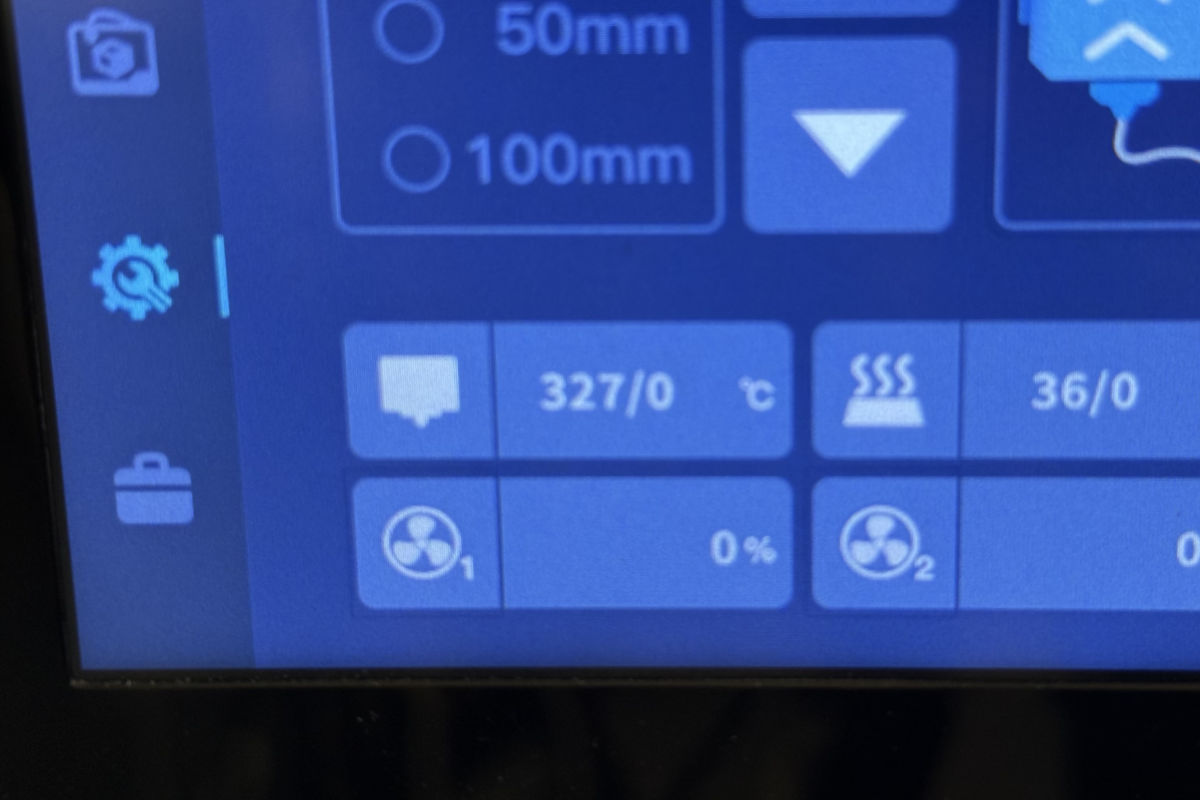
特に何もしてないのに勝手に故障しました(みんなたいていこう言うw)。スタートから数十分は調子いいのですが、その後エクストルーダーの温度センサーの値が急に下がります。
この見づらいGIFアニメのように、中央一番上の270℃設定が突然240℃まで下がり異常停止します。
また QIDISlicer でダウンロードできる klippy.log には次の異常も記録されていました。
Max6675 : Thermocouple Open Fault
Once the underlying issue is corrected, use the "FIRMWARE_RESTART" command to reset the firmware, reload the config, and restart the host software.
Printer is shutdown
返事が早いことで有名な QIDI の X-MAX 3 サポートに連絡したところ、ホットエンド(ノズルモジュール)を交換して再度試してみよとのこと。温度センサー異常を疑うのは、最初のステップとしては納得できます。
実施したところやっぱり同じく止まったんですが、ただ今度はヘッドから煙が出ました。温度が下がるどころか上がり続け、エクストルーダーハウジングが溶けています(涙)。
なお3Dプリンター本体を買ったばかりの人はいろいろ試す前にサポートにアマゾン注文番号を添えて連絡すれば何らかの保証をしてくれるはず。
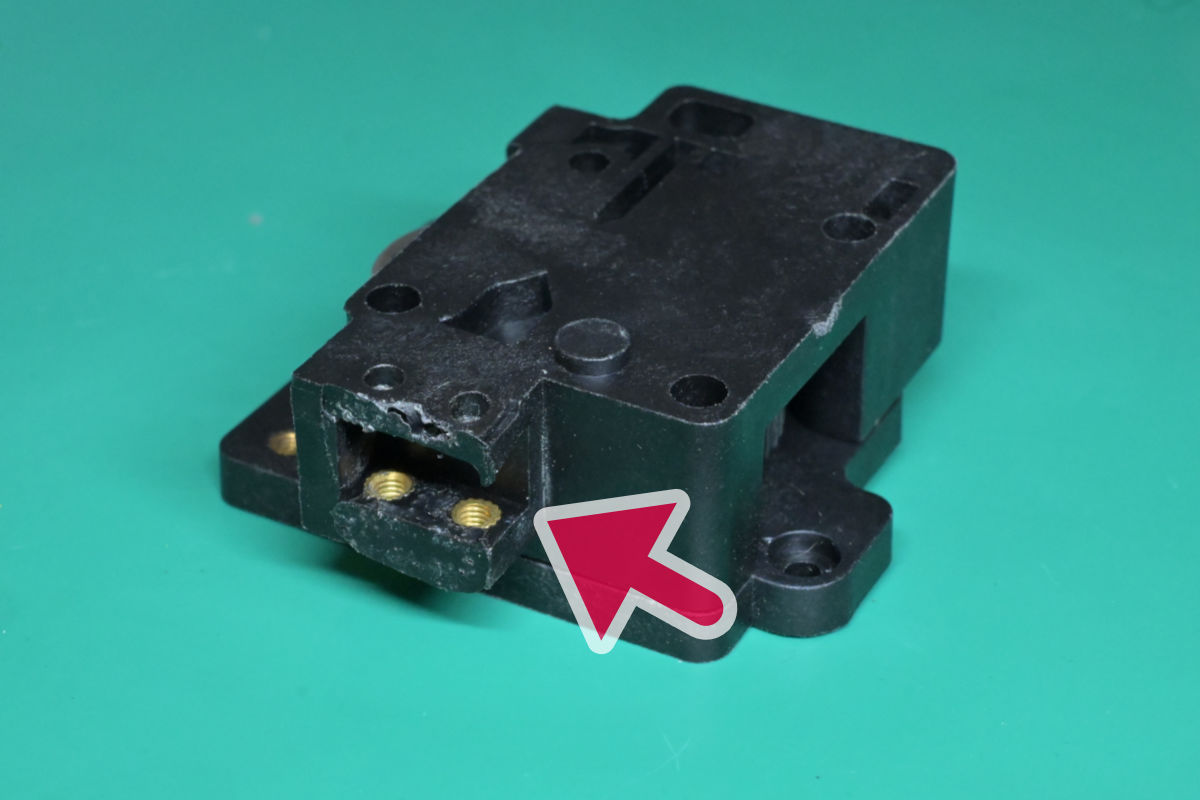
外した状態。ホットエンド固定部分が溶解しています。
冷えたあと再び本体の電源を入れると、勝手にどんどん温度が上がるようになっちゃいました。やう゛ぇえです。
こうなると QIDI の判断を仰ぐまでもなく、ヘッドに付いているアダプタープレート (QIDIではプリンターヘッドの制御基板をこう呼ぶ)の故障でしょうね。
部品交換
サポートに状況を報告すると、次の部品を交換したほうがいいねと返事がありました。
アダプタープレートは当然ですね、ほぼこいつの異常です。
溶けたエクストルーダーは削ればまだ使えそうですが、ホットエンドが傾いて固定されてもなんかいやんなので部品取りにします。
ホットエンドはまだイケるでしょと思いましたが、バイメタルノズルを使った新バージョンをおすすめされ、だんだん使ってみたい気に。
USBケーブルがめちゃ疑問です。サポートはアダプターボードとの通信トラブルの可能性も考慮しているのでしょうかね、まあ買いましょう。
幸いアマゾンに全て在庫あり、翌日には届きました。本国からいちいち取り寄せるのではなく、各国のアマゾンなどが「サポート倉庫」がわりなのはいいですねほんと。
部品を見比べてみる
アダプタープレート
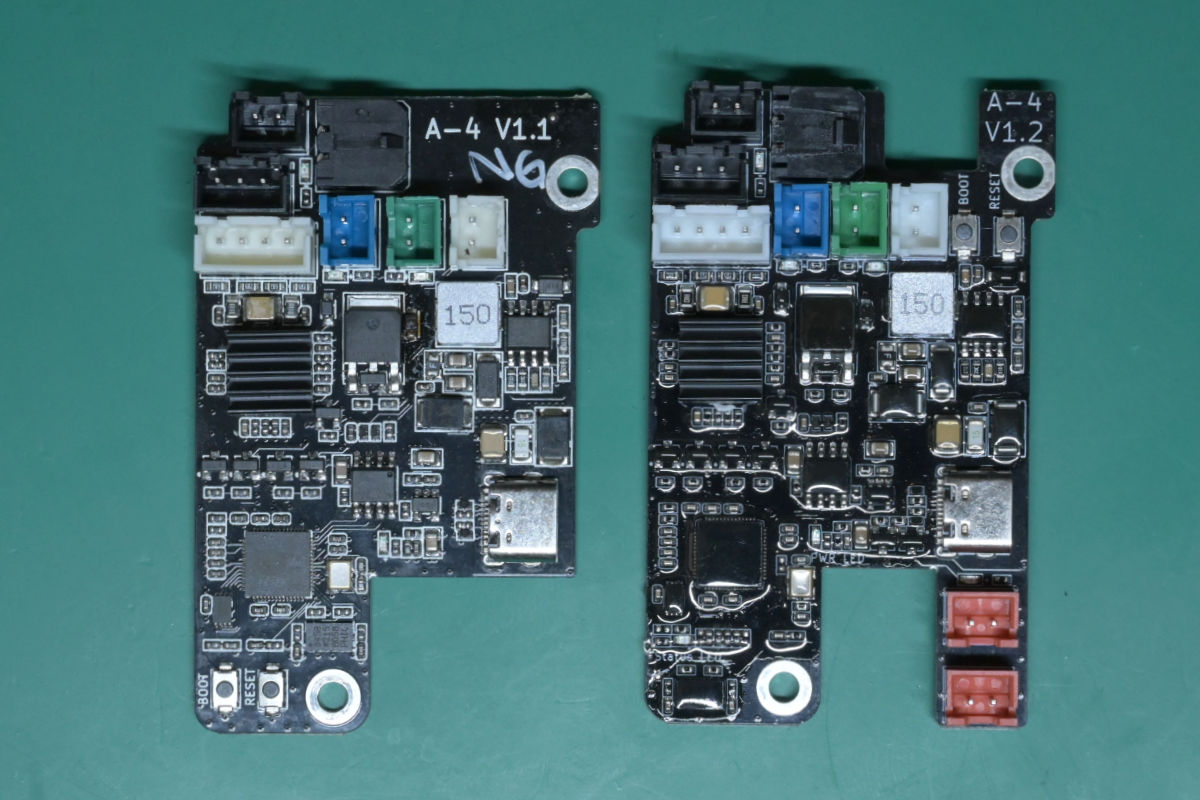
右下に5Vファン用のオレンジ色コネクターが2つ追加されていました。ここには新型プリントヘッドカバーに追加された2つのミニファンが接続できます。旧型カバーは冷却性能に問題があったようで新型ではだいぶ改良されていたので、(金ばっかかかりやがって!との不満を抑え)今後のためにも交換をおすすめします。新型カバーについての記事はこちら。
回路的にはファンコントロール用のFET類が追加された以外同じようです。左下の BOOT や RESET のタクトスイッチが右上に移設され(こんなの付いてたなんて知りませんでした)、空いた場所に加速度センサー ADXL345 が引っ越してました。スイッチは操作性向上のためでしょうが、別にそのままでもいいセンサーの方は理由が分かりません。
部品面に絶縁コーティングが追加されたのは、電源を入れたままネジを接触させるユーザが多いとか、カーボン系フィラメントのクズがショートさせるとかの対策でしょうか。新型ヘッドカバーは放熱のため穴だらけになったので異物混入を警戒したのもありそうです。加速度センサーの引っ越しは、このコーティングをしないネジ穴に近すぎたからからかもしれません。
エクストルーダー
同じっぽかったのでパス。
ホットエンド
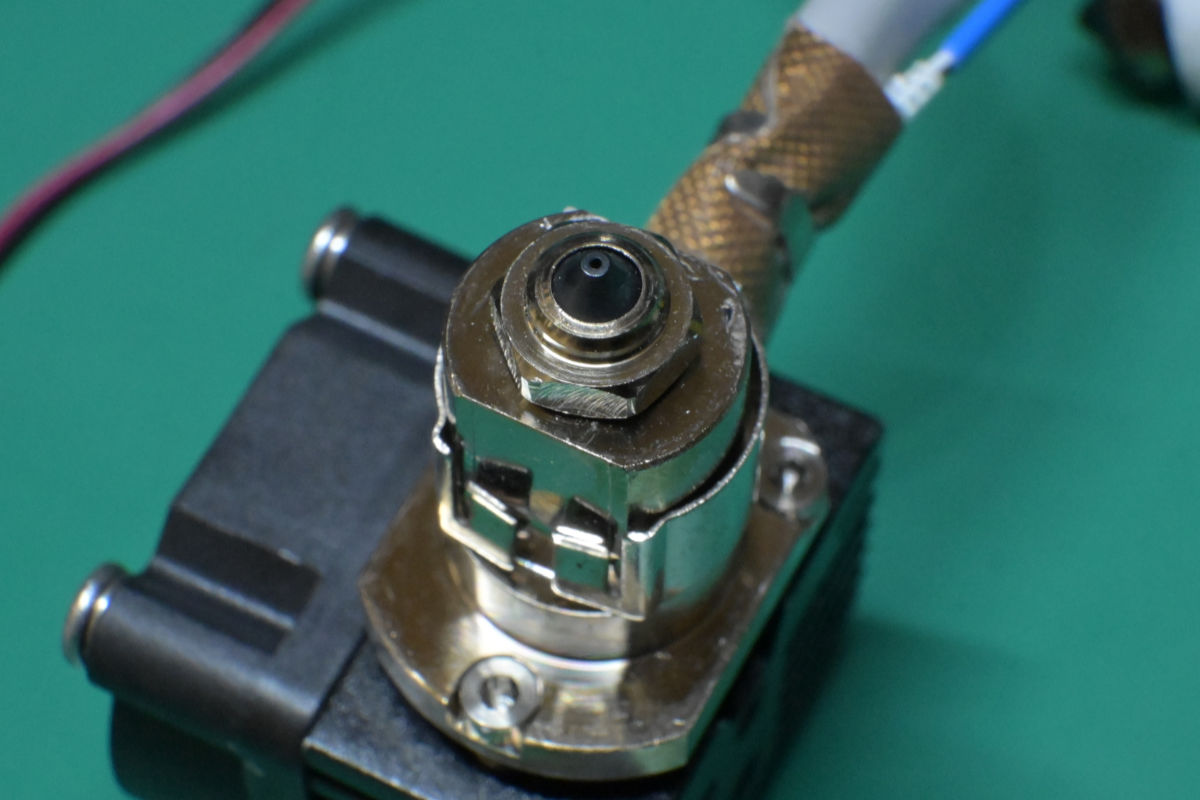
このノズルのどのへんがバイメタルなのかというと、ガワ(メッキ部)と中央(黒色部)が別々の金属で組み合わさっていているとこみたい。温度変化で湾曲する「バイメタル」とは無関係です。外は温度コントロールしやすい、中は超硬で摩耗しにくい素材なのでしょう。詳細はわかりません。
ノズル単品はこちら。純正真鍮よりはもちろんお高く、硬化鋼と同じ値段でした。予備を1セット準備。
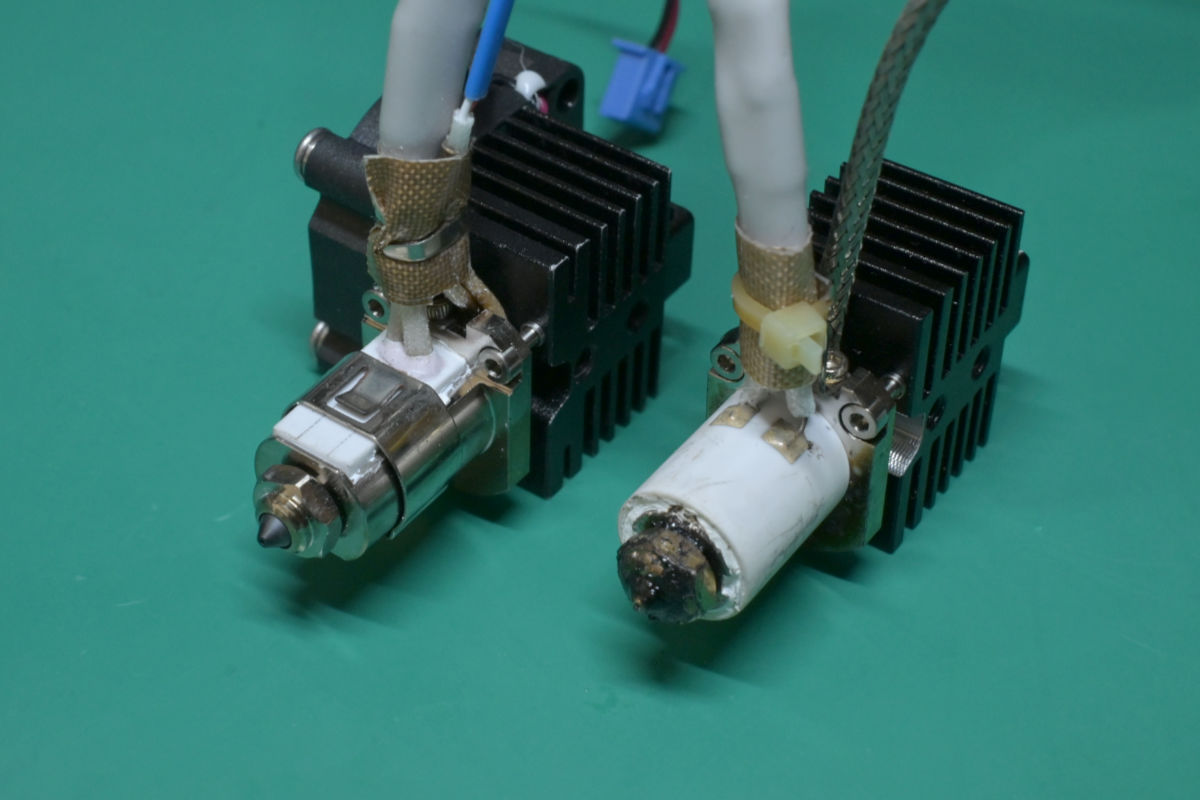
新旧比較。ヒーターの感じがだいぶ違いますが、なにがどうなのかはわかりません(笑)。

どちらもヒーターのまわりにはシリコンカバーがついていますが、使い古した方はカピカピでした。定期交換部品なんですね。これもアマゾンにあったので追加購入しました。
USBケーブル

下が新しいものですが、被覆が硬い!
本体裏のメイン基板とヘッドのアダプタープレートをつなぎ、ヘッドが動くたびにぐにゅぐにゅ折り曲げられるので、そのへんがなんか強化されてる感じです。サポートが交換をすすめる理由もわかりました。
交換は結構まんどくさいです。
中華製品はアップデートが早いというか、逆に考えれば初期ものは信頼性がイマイチというか、まあそんな気持ちではありますね。
交換
X-MAX 3 公式 Wiki を見てください。特に説明はありません。
アダプタープレートは筐体裏のメイン基板からUSBブートしているので、交換してもファームウェアの書き込みは不要、たぶん。ただ念のためインプットシェーピングはやっておきました。
ノズル変更しているので通常のZ軸の調整は必要です。

そうそうアダプタープレートとUSBケーブルにこんな輪ゴムが付いてきます。USBの抜け留めにアダプタープレートと巻くそうな。USBコネクターカバーにすきまがなかったので使いませんでしたが、対応品は形状がちょっと違うんだと思います。無くても問題ないとのこと。
V2.5 バイメタルノズルホットエンドについて
この V2.5 ホットエンドは温度上昇が早く、低温域では2秒で10℃以上あがります。高温維持が必要な特殊フィラメントを高速プリントするのに必要な性能なのでしょう。
バイメタルノズルは V2.5 専用
バイメタルノズルは従来のホットエンドでは使用できないようです。逆に今までの単一ノズルは V2.5 でも使用可。
材料の情報がないのでノズルを削るようなカーボン含有材をこのまま使っていいのかよくわかりません。
公式通販ページによると「1つのノズルには1種類のフィラメントのみを使用することをお勧めします。1つのノズルで複数のフィラメントを切り替えて使用すると、ノズルが詰まることがあります」(DeepLによる訳)とのこと。温度域でホットエンドを使い分けないため、通常素材を使ったあと高温素材を入れると残っていたものが焦げて固まりやすかったり、逆の場合は高温素材が溶けずに抜けきらなかったりするための注意でしょうかね。1つのノズルでABSとPLAを入れ替えて使う分には、使用温度がほぼ同じだからか、今のところ問題は出ていません。
キャリブレーション
ホットエンドの仕組みが変わったことでヒーターのキャリブレーションが必要です。QIDISlicer - デバイス - コンソール で、サポートに教えてもらった次のコマンドを入力します。
PID_CALIBRATE HEATER=extruder TARGET=220220℃に上がったり下がったりしながらヒーターの PID が自動で決定されます。終わったら次のコマンドで保存。
SAVE_CONFIG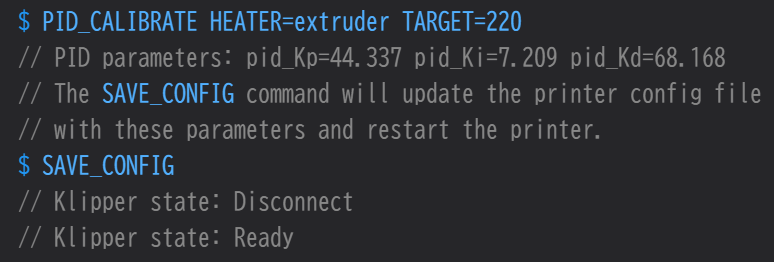
Pressure advance
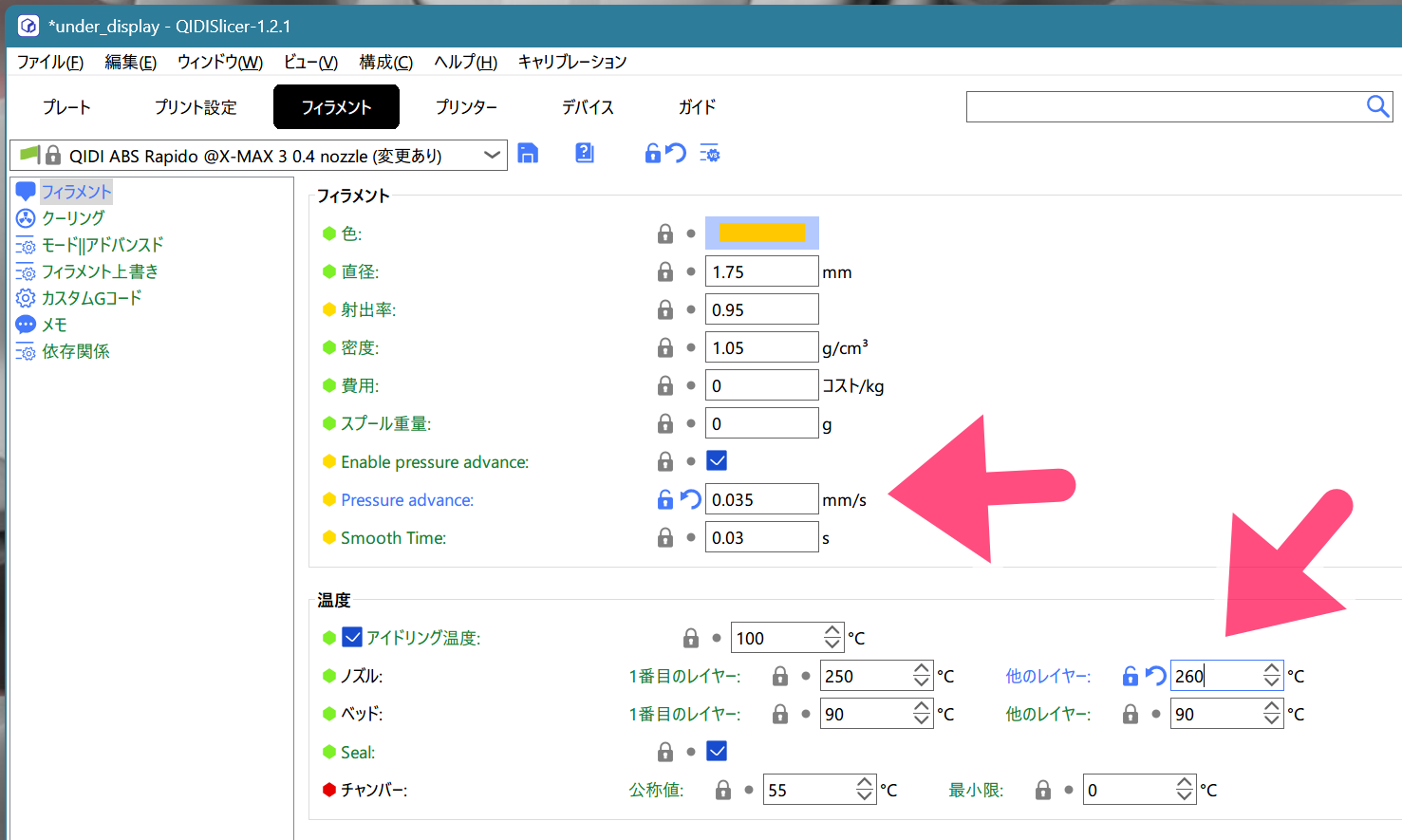
使用するフィラメントの Pressure advacne の変更が必要です。これが何をするものかは「『マディ』の極める!3Dプリント研究所 - プレッシャーアドバンス機能について (解説編)」がとても勉強になりました。
公式通販ページ記載の値を確認し、QIDISlicer - フィラメント - フィラメント に設定します。温度指定も設定より低くなっているので参考にして下さい。
'25.01.04時点の値を以下に転載しておきます。
| フィラメント | Pressure advance | ノズル温度 |
|---|---|---|
| PLA | 0.042 | 210℃ |
| ABS | 0.035 | 260℃ |
| ASA | 0.035 | - |
| PC/ABS | 0.082 | - |
| PETG | 0.086 | - |
QIDI からこのホットエンド用の設定ファイル的なものはリリースされていないとのこと。変更後は名前を付けて保存し、次回からはそれを使います。デフォルトじゃないのはちょっとまんどくさい。
なぜ故障したのか
1つだけのファンでフィラメントやホットエンド先端は冷却されますが、250℃前後のホットエンドが固定される金属パーツ、それにつくアダプタープレートやX軸のシャフトなどはほとんどそのまま。
今回のアダプタープレート故障は長期間高温にさらされたことが原因だと想像できます。
そういえば動きが悪くなるX軸にしばしばグリスを塗ってましたが、これも熱による変形だったかもしれません。公式がシャフトに勧める乾式タイプは削れてすぐ機能しなくなってました。